氣輔成型是指在注射成型過程中,將部分塑化后的熔體注入注射模具型腔內(nèi)被去,然后通過設置的輸氣管孔,將有一定壓力的空氣(通常是氮氣)輸入注射模具型腔內(nèi)的熔體體內(nèi)遣总。氣體輔助成型是一種快速發(fā)展的新型塑料成型技術青先。氣輔成型與普通注塑成型具有哪些優(yōu)勢壹霍?

1述搀、氣輔成型生產(chǎn)周期短寥药。由于產(chǎn)品成型用熔料量少,因此注射時間和產(chǎn)品冷卻時間都縮短了不少恰避。
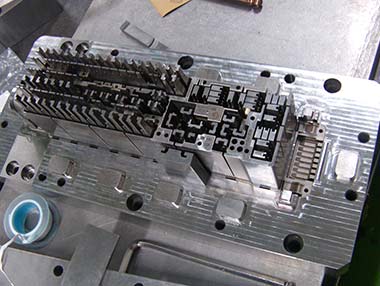
2颅蟹、鎖模力小。氣輔成型主要采用氣壓吹氣脹熔料获殉,使注塑機加工時鎖模力可大大減少令消,減少了模具制造成本。
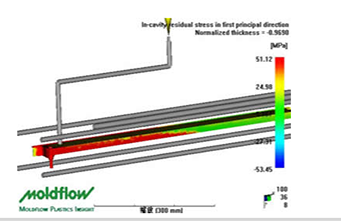
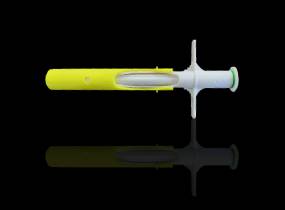
3轩鸭、調節(jié)氣吹氣時的壓力陋住,可以得到不同壁厚制品漏设。熔料被吹脹,氣壓分布均勻今妄,可以很好地形成形狀復雜的塑膠產(chǎn)品郑口,保證了制品的質量,減少了應力集中蛙奖。
4潘酗、應根據(jù)制品成型所用材料的特性杆兵、型腔結構的復雜性以及熔體雁仲、模具的溫度條件,嚴格控制注氣時間和注氣壓力琐脏。氣溶膠灌注過早攒砖,外層未冷卻,氣壓容易使吹脹熔料滲入日裙,氣溶膠灌注過晚吹艇,已冷卻固化,則不易吹脹熔料昂拂。壓力氣體的吹入應先高后低受神。更大的氣壓可以迫使吹脹熔料緊靠型腔內(nèi)壁。在動作完成后逻富,可以降低氣壓副呆,以避免產(chǎn)生內(nèi)應力。在控制模具溫度時拳刚,熔料冷卻速度應有利于氣體吹脹成形朋井。
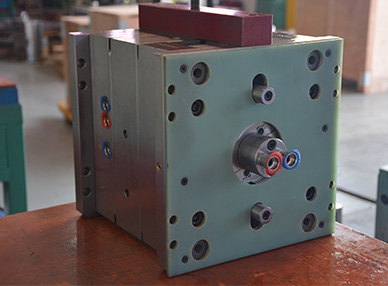
5、氣輔成型楷首,增加一套供氣裝置及充氣噴嘴韧仓。對于氣體的注入條件有嚴格的要求。
6俘汹、氣輔成型制品表面應用花紋修飾臊链,以掩蓋制品表面不光亮的缺陷。

熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護保養(yǎng)怎么做呢傍念?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會影響塑膠模具的壽命呢葛闷?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲憋槐、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進膠口的進膠方式
- 好的雙色模具應該使用什么技術與設備呢双藕?
- 日本產(chǎn)品專門模具廠——為您的創(chuàng)意和創(chuàng)新保駕護航
- 解析塑料模具注塑機的類型和特點
- 注塑產(chǎn)品的表面冷料痕會對產(chǎn)品產(chǎn)生什么影響?
- 實用技巧:解決注塑產(chǎn)品發(fā)亮問題的三大步驟
- 揭秘注塑行業(yè)痛點阳仔,專業(yè)技術助您解決產(chǎn)品縮水難題