模壓成型與注塑成型:兩者在塑料加工中各具特色。模壓成型側(cè)重高精度與小批量,通過壓縮固化成型;注塑成型則擅長(zhǎng)大批量、自動(dòng)化生產(chǎn)瘟则,熔融塑料高壓注入模具。兩者原理不同,各有優(yōu)劣穆烹,適用于不同領(lǐng)域和需求。以下是這兩種成型方式的詳細(xì)區(qū)分:
一稿棚、成型原理與過程
1.模壓成型
原理:壓縮成型(也稱為壓縮成型或壓縮成型)是在成型溫度下首先將粉狀败何、顆粒或纖維狀塑料放入模腔中采缎,然后關(guān)閉模具并加壓使其成型和凝固的操作诺骏。
過程:將熔化的塑料或模壓料放入模具中,在一定溫度和壓力下,塑料會(huì)壓縮成為所需形狀的產(chǎn)品基恩。壓縮成型工藝?yán)脴渲袒磻?yīng)各階段的特征來實(shí)現(xiàn)產(chǎn)品成型坡循,即模塑料被增塑、流動(dòng)并填充到模腔中斤杏,樹脂被固化肯拨。
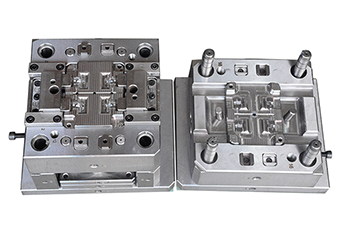
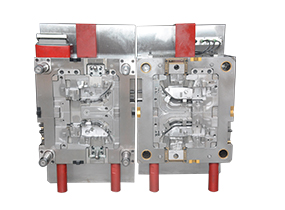
2.注塑成型
原理:注塑成型則是利用高壓將熔化的塑料注入模具中形成產(chǎn)品。
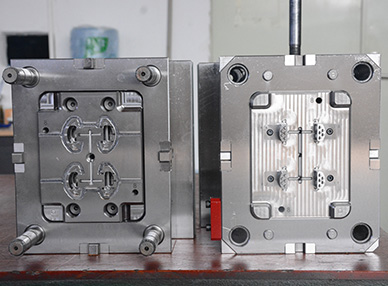
過程:熔融的塑料在注射機(jī)中被加熱到一定溫度腹呀,并通過壓力將其推入模具中雪猪。在模具中,熔化的塑料會(huì)冷卻并固化成為所需形狀的產(chǎn)品起愈。注塑產(chǎn)品成型的模具企業(yè)通常由兩部分內(nèi)容組成只恨,上模和下模。
二抬虽、優(yōu)缺點(diǎn)比較
1.模壓成型
優(yōu)點(diǎn):
A:產(chǎn)品質(zhì)量好官觅,表面光潔度高,適用于小批量生產(chǎn)阐污。
B:該產(chǎn)品的內(nèi)部應(yīng)力低休涤、扭曲小、機(jī)械性能穩(wěn)定疤剑。
C:模腔磨損小滑绒,模具維護(hù)費(fèi)用低。
D:可成型較大型平板狀制品隘膘,生產(chǎn)效率高疑故,便于實(shí)現(xiàn)專業(yè)化和自動(dòng)化生產(chǎn)。
缺點(diǎn):
A:模具制造復(fù)雜弯菊,投資較大昵乾,成本相對(duì)較高,不適用于大規(guī)模生產(chǎn)田蕴。
B:制作工藝中的成型周期較長(zhǎng)歼取,效率相對(duì)較低。
C:不適合成型有凹陷负稚、側(cè)坡或小孔的復(fù)雜產(chǎn)品踱措。
2.注塑成型
優(yōu)點(diǎn):
A:大批量生產(chǎn)效率高,可實(shí)現(xiàn)自動(dòng)化生產(chǎn)央改。
B:材料利用率高毕嘹,產(chǎn)品尺寸穩(wěn)定性好,表面質(zhì)量好仑锥。
C:適用于制作各種大小形狀的產(chǎn)品沸幅,且產(chǎn)品精度高矗夯。
缺點(diǎn):
模具生產(chǎn)和制造復(fù)雜且成本高。少量生產(chǎn)導(dǎo)致單一產(chǎn)品成本過高聪弊。
B:不適合生產(chǎn)大規(guī)格產(chǎn)品施翰。

三、適用范圍
模壓成型:更適用于生產(chǎn)高要求购城、規(guī)模較小的產(chǎn)品吕座,以及較大型平板狀制品。由于其產(chǎn)品表面更光滑瘪板,質(zhì)量更穩(wěn)定米诉,因此在一些對(duì)產(chǎn)品質(zhì)量要求較高的領(lǐng)域如兵器、飛機(jī)篷帅、導(dǎo)彈、衛(wèi)星等領(lǐng)域也有應(yīng)用拴泌。
注塑成型:廣泛應(yīng)用于各行各業(yè)魏身,如汽車零部件、家電蚪腐、日常用品箭昵、醫(yī)療器械、工業(yè)零部件等領(lǐng)域回季。它可以制作各種復(fù)雜結(jié)構(gòu)的塑料制品家制,且生產(chǎn)效率高,成本相對(duì)較低泡一。
熱門文章
最新資訊
- 雙色模具注塑制作的注意事項(xiàng)
- 雙色模具注塑加工工藝
- 模具的維護(hù)保養(yǎng)怎么做呢顶怠?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會(huì)影響塑膠模具的壽命呢烈杠?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲腻学、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進(jìn)膠口的進(jìn)膠方式
- 好的雙色模具應(yīng)該使用什么技術(shù)與設(shè)備呢?
- 模壓成型和注塑成型怎么區(qū)分
- 注塑成型的五大要點(diǎn)是什么?
- 塑膠模具滑塊座與鑲件連接的方式有哪幾種跃百?
- 注塑件組裝兼容性券妹,你忽視了嗎?
- 如何確保每件注塑產(chǎn)品的完美出廠患刻?